



Małgorzata Baran, Ph.D., University of Rzeszów, This email address is being protected from spambots. You need JavaScript enabled to view it..
Abstract
The artcle presents the steps of modeling of the material management system in a manufacturing company. First, the modeling procedures indicatng by Forrester, Łukaszewicz, Souček, Tarajkowski and Sterman were described and the essence of materials management in a manufacturing company was presented. Next, modeling of the materials management system was shown - step by step. Initally, the variables of the mental model connected with materials were defned, then variables in casual loop diagrams were linked. Diagrams were transformed into a simulaton model that has been verifed. The validaton of the simulaton model was conducted by using the following methods: assessing the correctness of the boundary of modeling, adequacy of the model structure and adopted values (constants) compared with available knowledge about the modelled system; test of the accuracy and consistency of the units of variables adopted in the model and test of the model behavior in extreme conditons. The study endpoints included the simulaton of the model on empirical data, which were collected in the company Alpha and test of the “what ... if ...”. The test showed that the small changes in control norms (constants), which control the system, could have influenced to more ratonal management of that system.
Keywords: simulation modeling, system dynamics, materials in a manufacturing company.
Introducton
Modeling should be understood as an experimental or mathematcal method for investgatng complex systems, phenomena and processes (technical, physical, chemical, economic, social) on the basis of constructng models. One of the methods of the modeling is a method of System Dynamics (Łukaszewicz, 1975; Coyle, 1977; Wąsik, 1983; Richardson, 1996a, 1996b; Radosiński, 2001; Śliwa, 1994; 2001, 2012; Kasperska, 2005; Senge, 2006; Łatuszyńska, 2008; Krupa, 2008; Baran, 2009, 2010a, 2010b, 2010c). The method was developed in the late 50-ies of XX century by J. Forrester (1961; 1969; 1971; 1972). It is used to build simulaton models of complex systems, including economic systems, and to explore and investgate their dynamic behaviour. The main objectve of modeling using the System Dynamics is not only a graphical representaton of the structure of the system, its complexity and relatons, but also look for possible solutons to the problems, which are included in it. Experiments carried out in the virtual world help design the real world (perceived), and real world experiences provide informaton to the virtual world. A clear and unambiguous indicaton of the problem (or problems) for which the system will be modelled is one of the most important aspects of modeling.
The purpose of this artcle is to present the steps of modeling of the material management system in a manufacturing company. The basis for the constructon of the model was the model built by Sterman (2000, p.727). The model was slightly modifed by the author (and management of the Alpha**) and adopted to the realites of business actvity of Alpha enterprise. The simulaton model uses empirical data collected in that company.
Literature review
General principles of modeling systems have been presented by Forrester in Principles of Systems (1971). In thirty one points he included, among others, guidelines for determining the boundaries of the system, linking variables in feedback loops, determining accumulatons, flows, informaton variables in systems and the principles of simulaton.
A pioneer in the conventon modeling methods in Polish literature was Łukaszewicz (1975). He pointed out 10 steps for modeling and analysis of specifc, investgated system from identfcaton and formulaton of the problem by identfcaton the informaton feedback loop connectng decision rules, then constructon of the structural and mathematcal model, verifcaton model and ending with implementaton of the system changes, which are connected with experimental results conducted on the model.
Souček (1979) draws atenton to the four basic principles of constructon of models, emphasizing, that each system is made of tanks, which are combinaton of channels, through which items flow streams from one tank to another. The size of streams of individual elements in the system is created on the basis of decisions, that must be understood as a process of convertng informaton about system into control signals of flowing streams in the system. For any decision included in the model, the rule that specifes how and on what informaton decisions will be made, should be established. During modeling, each modeller should also take into account exogenous variables of the system, which should be regarded as a relatvely independent of the explored system.
Tarajkowski (2008) points to the existence of the eight essental steps of modeling systems, assigning each stage the specifc tasks, which must be performed. In the frst stage it is necessary to identfy an object (or system issues) to be modelled. One can come here for various difcultes both methodological and cognitve. Therefore it is important to present the issues, that makes it possible to distnguish it from all others and to collect such informaton of the system, which will remain in alignment with the real world. The second step is to determine how modelled system behaves from the point of view of logic, and what tasks meet. The third and fourth stage focus on a graphical presentaton of memory system architecture. The structure of the system initally is shown with simple graphs, identfying common feedback and their types, and next, as a cause - effect diagram including accumulaton, flow, and auxiliary variables. The ffh step is a quantfcaton of the model and determinaton of the characteristc behaviour, that characterizes the individual variables in the model, as well as the identfcaton of delay. It allows for building relevant equatons and making a selecton of simulaton program in the sixth stage. In the seventh stage of the research the correctness of the model by comparing the historical values of variables with simulaton values and modifcaton the simulaton model in case of detectng different types of discrepancies are carried out. And at the end, in the eighth stage, one ought to determine the fnal version of the model, conduct a number of predictve tests, test various hypotheses and strategies and acceptance of the fnal results.
Research methods
In this artcle, the authoress is used the modeling procedure of systems specifed by Sterman (2000, p. 86). The management of Alpha made that choice. The Systems Dynamics method isn`t widely practsed in Poland and the management trusted the foreign expert. Sterman suggests the following steps, when we working with a model of the selected system:
- Selecton of the problem or issue that will be subject of process of modeling and indicaton for him:
- modeling boundaries;
- key variables, that fully present the system;
- the tme horizon, which is such a tme period, which takes into account both the past behavior of the variables of the problem (based on the historical data), as well as their behavior in the future, possible to identfy thanks to the subsequent simulaton; the tme horizon should be long enough to be able to capture all interactons that may occur between these variables.
- Formulaton of dynamic hypotheses by considering how the given problems and phenomena in the modelled system are formed, what kind of behaviour they are characterized and building structure of model using tools, such as:
- a list of endogenous variables (characterizing for investgated system), exogenous variables (external factors constantly affectng the system) and the variables excluded from the model;
- general sketches of the subsystems, that build the whole system, taking into account endogenous and exogenous variables;
- depending diagrams, that make it possible to capture the cause - effect relatonships between variables and determine kinds of feedback;
- accumulaton and flow maps, which clearly indicate the accumulaton variables, that are the heart of the model, variables having an effect on the accumulaton (flows) and other necessary auxiliary variables (informaton);
- diagrams, that focus on strategies and directon of acton for the management of individual flows, taking into account the informaton flowing and delays, which arising from the waitng tme between the decision, their implementaton and consequences.
- Constructon of the simulaton model (using appropriate sofware), in which:
- variable will be assigned by the appropriate numerical data (value);
- variables will be linked to the corresponding equatons;
- will set the inital values for each accumulaton.
- Testng the model, which usually consists of the following processes:
- assessing the adequacy of the choice of the boundary model structure compared with the available knowledge of the modelled system;
- evaluatng the accuracy and consistency of assumed units of the variables in the model;
- assessing consistency adopted parameter values with the actual values;
- testng the model under extreme conditons;
- estmatng the ability of the model (e.g. using statstcal methods) to reproduce the real behaviour of the system.
- Design and evaluaton of different strategies resultng from observing the behaviour of the variables in the model, testng possible solutons.
In realizaton of the subsequent steps of the modeling process, management of Alpha tried to give answers to supportng questons, which summarized in Table 1.
| Step of the modeling process | Supportng questons |
|---|---|
|
|
|
|
|
|
|
|
|
|
| Source: Own elaboraton on basis of Sterman (2000). | |
The modeling process is an iteratve process. The inital plan dictates the frame and the scope of work in the model, but a more detailed analysis and understanding of the essence of the issues ofen results in the return of thinking of modeling - the results of the relevant step force to return and improve the previous steps.
Analysis and study
Materials management in a manufacturing company
Materials management in a manufacturing company is closely related to its basic actvity and results of conceptual preparaton of producton (Sołtysiński, 1963; Bik, 1974; Liwowski, 1977; Skowronek, 1989). To ensure tmely delivery of materials to the producton process, it is necessary to determine the type of manufactured goods and their quantty. The next step is to establish standards of material usage per unit of product. This allows for the calculaton of demand resultng from the assumed producton plans. If you plan to purchase due to the size of demand, stocks held as collateral against the occurrence of discontnuites in the flow of materials targeted for producton should be also included. Stocks may be current and minimum. Current stocks are associated with the progressive wear of the materials in the producton process and ofen end before the next supply of materials. Their size is therefore dependent on supply frequency and size of a single delivery. Minimal stocks are protecton against delays in deliveries and are used only when a company wears fully supply current. In determining the size of the store, the minimum tme should be specifed, in which it will be possible to maintain the undisturbed course of producton, thanks to the supply from the minimum stocks, while the current stocks are exhausted.
The main warehouse processes related to material management may include the following (Niemczyk, 2010, p. 119):
- receiving the materials from external suppliers, both in the physical sense as the unloading of materials, as well as in terms of register in the form of reports of acceptance;
- storage of materials associated with the locaton of stocks in the warehouse;
- completng, including taking materials in accordance with the assortment and quantty specifcaton to create a collecton of materials required for specifc stages of producton;
- handing over materials connected to the physical delivery of a set of completed materials to the producton line confrmed by delivery reports.
Modeling of material management system in the company Alpha
Alpha is a medium-size clothing company based in Podkarpacie, in Poland. The scope of business includes sewing smart men’s trousers to the Polish market and to overseas markets. Customers are primarily other clothing companies, clothing stores and warehouses, as well as individuals. For the producton of trousers, company need the following materials: a top cloth, butress (stffening strip bar), plywood, zip, butons and thread.
Initally, the key mental model variables of the system of materials management at Alpha have been defned. The variables are presented in Table 2.
| Variable | Descripton |
|---|---|
| Receipt of materials | Stream of materials flowing to the warehouse of materials, resultng directly from “ Desired size of the supply of materials “ |
| Desired quantty of the supply of materials | Desired quantty of materials to be delivered to the company, resultng from the sum of the variables “Desired weekly usage of materials“ and “Adjustment for materials inventory“ |
| Desired weekly usage of materials | Desired amount of raw materials needed to produce fnished products, resultng from “Materials usage per unit“ and “Desired producton“ |
| Materials usage per unit | Number of sets of materials needed to produce one unit of the fnished product |
| Desired producton | The level of desired producton, which results from orders – exogenous variable |
| Adjustment for materials inventory | Adjustment the quantty of materials to the desired level |
| Desired level of materials inventory | Number of sets of materials needed for the manufacturing process, resultng from “Desired weekly usage of materials“ and “Time of maintaining stocks“ |
| Time to correct the level of materials inventory | The tme between placing an order for the materials, and the actual receipt from the supplier |
| Minimum level of materials inventory | The lowest number of stocks of materials, which the company maintains in warehouse of materials |
| Time maintaining materials inventory | Planned length of tme, in which the company keeps inventory of materials in the warehouse of materials |
| Materials inventory | The quanttes of materials inventory in warehouse of materials, increased by “Receipt of materials“ and decreased by “Usage of materials“ |
| Usage of materials | A stream of materials issued to producton |
| Limit for usage of materials per week | Possible amount of materials that can be given to the producton, due to their availability in the current stock of materials and depended on tme to prepare them for usage |
| Time to prepare materials for usage | The duraton of all actvites necessary for the preparaton of materials for giving them on the producton line |
| Possible producton of the availability of materials | Possible producton volume of fnished products, due to the availability of materials taken from stocks of materials |
In the next step a diagram showing direct and indirect cause - effect relatonships between variables was constructed (Figure 1).
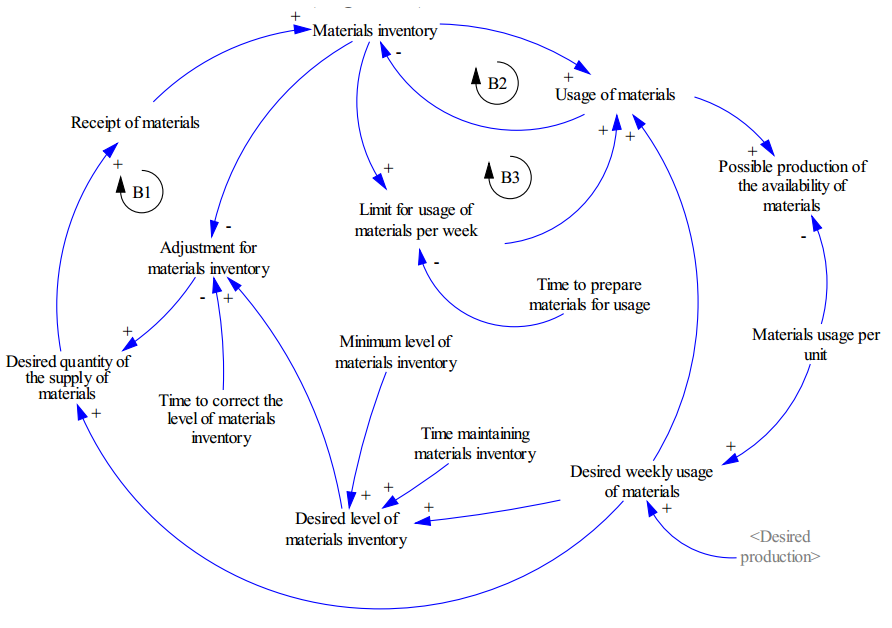
Source: Author’s elaboraton in Vensim DSS Version 5.9e.
Next the authoress converted the above diagram into a simulaton model of the system of materials management at Alpha. Mental model variables were presented as mathematcal variables and constants. Needed coefcients were added. The accumulaton, flow variables and auxiliary variables (informaton) and the mathematcal relatonships existng between them were indicated. Model was built in the simulaton systems Vensim DSS Version 5.9e, so the mathematcal apparatus was presented with the available functons and mathematcal expressions.
The Figure 2 shows the resultng model, consistng of two parts. The frst part of the model is related to the stocks of materials A and the second - the stocks of materials B. The stocks of materials A include: butress (stffening strip bar), plywood, zip, butons and thread. The stocks of materials B include: the top cloth. Separaton of materials A and B resulted in the similarity to each other by “Time to correct the level of materials inventory”. In case of materials A, that tme was 0.2 week and in case of materials B – 2 weeks. These differences have an impact on the behaviour of the individual parts of the model.
While the “Materials A inventory” is used in each case, “Materials B inventory” can be actvated or not, by changing the “Turn on materials B inventory”. The variables and constants in the model “Materials B inventory” are the same as in the “Materials A inventory” but to distnguish their name, the authoress placed symbol B.
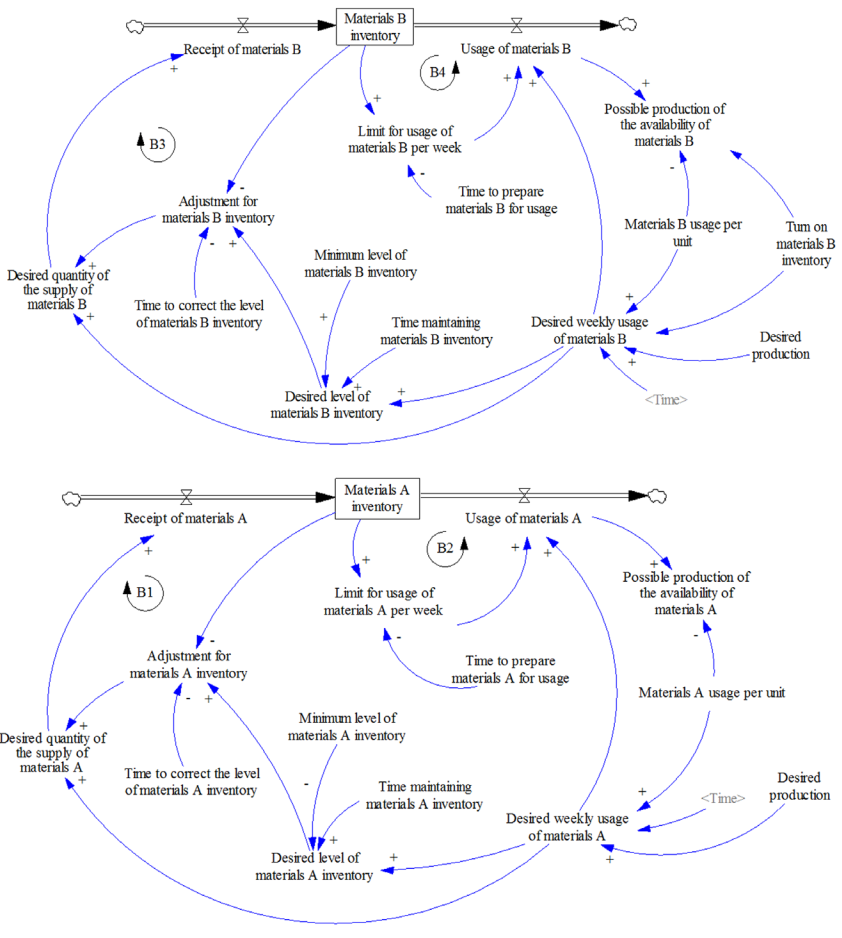
Source: Author’s elaboraton in Vensim DSS Version 5.9e.
Accumulaton variables in above models are:
- “Materials A inventory” increased by a flow variable “Receipt of materials A” and reduced by a flow variable “Usage of materials A”;
- “Materials B inventory” increased by a flow variable “Receipt of materials B” and reduced by a flow variable “Usage of materials B”.
Defnitons of variables and mathematcal constants contained in parts of the simulaton model are presented in Table 3.
| Variable/constant | The defniton of a variable / constant | Unit |
|---|---|---|
| Desired producton | [(0,0)-(51,250)],(0,61),(1,135),(2,0),(3,8),(4,29),(5,1 0),(6,47),(7,37),(8,87), (9,76),(10,61),(11,185),(12,169),(13,216),(14,72),(1 5,118),(16,79),(17,143),(18,69),(19,128),(20,58),(21 ,35),(22,73),(23,29),(24,59),(25,0),(26,0),(27,0),(28, 35),(29,25),(30,52),(31,83),(32,114),(33,15),(34,72), (35,92),(36,81),(37,85),(38,99),(39,80),(40,103),(41, 120),(42,93),(43,129),(44,122),(45,92),(46,74),(47,1 05),(48,228),(49,166),(50,151),(51,0) (empirical data) | [Widgets/ Week] |
| Materials A usage per unit | 1 | [Materials/ Widget] |
| Desired weekly usage of materials A | MAX(0, Materials A usage per unit * Desired producton (Time)) | [Materials/ Week] |
| Desired level of materials A inventory | MAX (Minimum level of materials A inventory, Desired weekly usage of materials A* Time maintaining materials A inventory) | [Materials] |
| Time maintaining materials A inventory | 1 (empirical data) | [Week] |
| Minimum level of materials A inventory | 100 (empirical data) | [Materials] |
| Adjustment for materials A inventory | (Desired level of materials A inventory – Materials A inventory)/ Time to correct the level of materials A inventory | [Materials/ Week] |
| Materials A inventory | INTEG(Receipt of materials A - Usage of materials A) Initally value: Desired level of materials A inventory | [Materials] |
| Time to correct the level of materials A inventory | 0.2 (empirical data) | [Week] |
| Desired quantty of the supply of materials A | MAX(0, Desired weekly usage of materials A+ Adjustment for materials A inventory) | [Materials/ Week] |
| Receipt of materials A | Desired quantty of the supply of materials A | [Materials/ Week] |
| Usage of materials A | MIN(Limit for usage of materials A per week, Desired weekly usage of materials A) | [Materials/ Week] |
| Limit for usage of materials A per week | Materials A inventory / Time to prepare materials A for usage | [Materials/ Week] |
| Time to prepare materials A for usage | 0.037 (empirical data) | [Week] |
| Possible producton of the availability of materials A | Usage of materials A/ Material A usage per unit | [Widgets/ Week] |
| Turn on materials B inventory | 1 | [-] |
| Desired weekly usage of materials B | MAX(0, Materials B usage per unit * Desired producton(Time)* Turn on materials B inventory) | [Materials/ Week] |
| Possible producton of the availability of materials B | IF THEN ELSE(Turn on materials B inventory =1, Usage of materials B/ Materials B usage per unit, 0) | [Widgets/ Week] |
| Time maintaining materials B inventory | 2 (empirical data) | [Week] |
| Time to correct the level of materials B inventory | 2 (empirical data) | [Week] |
| Time to prepare materials B for usage | 0.25 (empirical data) | [Week] |
| Minimum level of materials B inventory | 300 (empirical data) | [Materials] |
| Other variables associated with the part, in which there are materials B, are similarly defned as in the case of materials A. | ||
The model differs in some details from model of Sterman. The variable “Desired Material Inventory Coverage” was replaced by one constant “Time maintaining materials inventory”, new constant “Minimum level of materials inventory” was introduced (and measured in materials) and the variable “Material Usage Rato” was omited.
In the next investgatons, the validaton of the simulaton model was conducted by using the following methods:
- assessing the correctness of the boundary of modeling, adequacy of the model structure and adopted values (constants) compared with available knowledge about the modelled system;
- test of the accuracy and consistency of the units of variables adopted in the model;
- test of the model behavior in extreme conditons.
The main objectve of building the model was a general representaton of materials management system in a manufacturing company with key decision rules of controlling this system. Accordingly, those variables were chosen, which could present quanttatvely the system. Executves surveyed enterprise and the experts were atended during the selecton of variables to the model, as well as during creaton of the model structure. The scientfc literature was used, too. The persons authorized by management provided the parameter values that have been adopted in the model. All parameter values (constants) were averaged by them. All those actvity can prove the correctness of the boundary of modeling and structure of the system and the accuracy of the adopted model parameters.
One of the key measures of determining the correctness of relatonship variables in the model, which is also responsible for the overall validity of the model, is to test the cohesion of units of variables adopted in the model. The test was made directly in the program, in which the model was built, by using the command Check Units. The test confrmed the correctness of units.
Testng of the model in extreme conditons was to check its behavior when the values of the constants have taken an amount equal to 0 or very large size. During the testng the program reported exceeding the range of size numbers by some variables for several tmes, what interrupted the simulaton. Those were mainly variables that appeared in the equatons describing the model, especially in the denominators of equaton and took the value of 0. The MAX functon was used in the defniton of those variables to prevent such errors.
The simulaton of the model of the materials management system in Alpha
Afer completng the model data obtained in Alpha, the simulaton of the model was conducted. The 0.015625 simulaton step was set. Runs of accumulaton variables are shown in Figure 3.
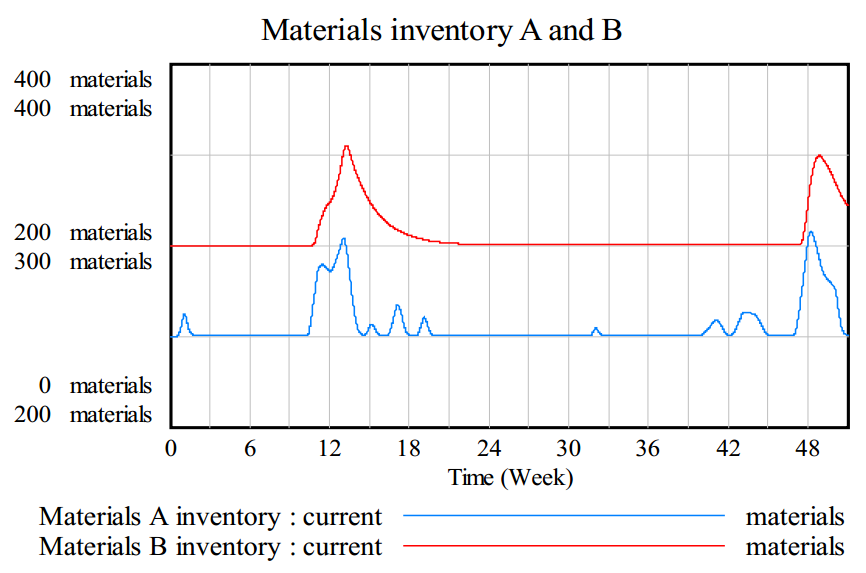
Source: Author’s elaboraton in Vensim DSS Version 5.9e.
In the analyzed period of tme we have seen fluctuatons both in the volume of “Materials A inventory” (the blue graph and the upper scale) and “Materials B inventory” (the red graph and the lower scale) resultng in incoming orders, which determined the size of “Desired producton” and “Time maintaining materials inventory”. The runs of “Materials B inventory” in comparison with run of “Materials A inventory” was more stable. This resulted mainly from the longer tme required to correct the level of those stocks to the desired level.
In the last step of investgatons, the analysis of a scenario “what ... if ...?” was conducted. The “Time maintaining A inventory” was changed from 1 week (current) to 0.5 week (sym 1), and the “Time maintaining B inventory” from 2 weeks to 1 week. Step simulaton remained unchanged. Figure 4 shows the simulaton results.
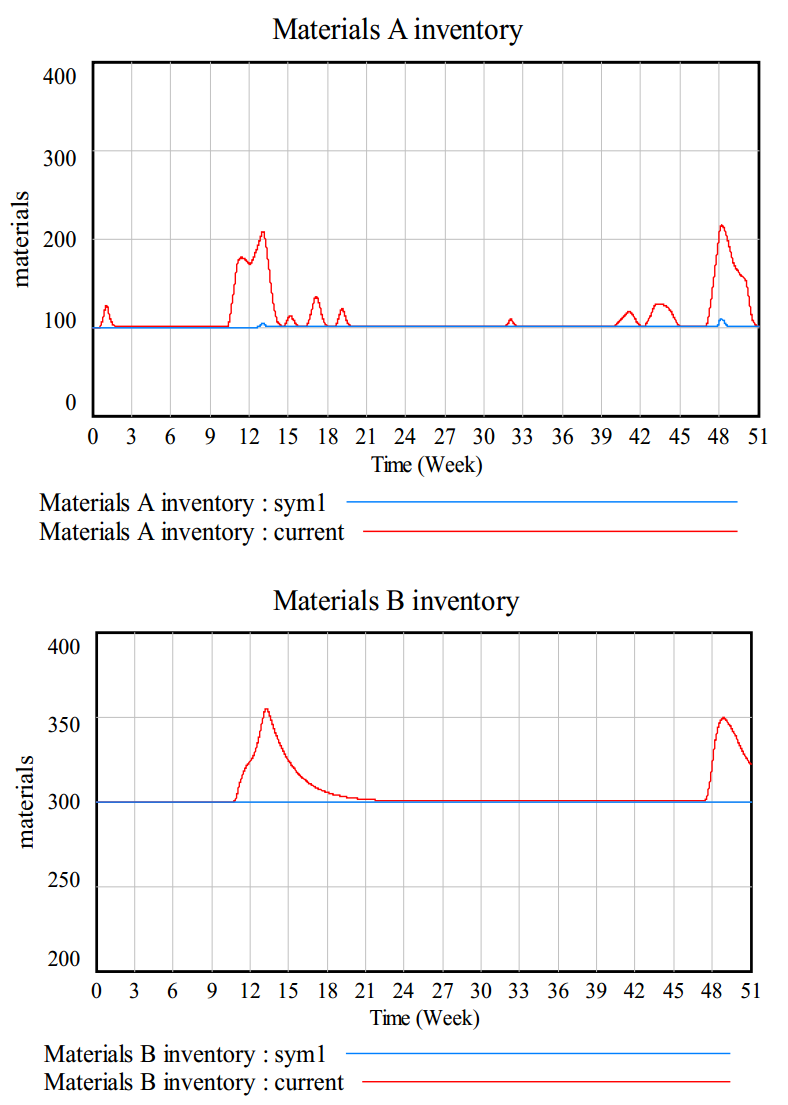
Source: Author’s elaboraton in Vensim DSS Version 5.9e.
Analyzing the results of the simulaton one can see that both the “Materials A inventory” and “Materials B inventory” would have reached a new level, equal to the minimum level of stocks of materials, which is determined in the company. The fact that the levels of those stocks would have been lower than before, however, wouldn’t have affected the possible level of producton resulted from the availability of those materials. This means that the company could signifcantly reduce the costs associated with the storage of excess materials without affectng the fnal results of producton.
Conclusion
Simulaton of the modelled material management system in the company Alpha, allowed for discovery of the behavior of that system in the real world and discovery correlatons between variables building blocks of the system. Simulaton “what ... if ...” showed that the small changes in control norms (constants), which control the system, could have influenced to more ratonal management of that system.
However, a queston can arise, whether a reducton of the tme maintaining inventory will not affect the increase in costs associated with more frequent delivery of materials, higher ordering, monitoring, and transportaton costs. The queston may be an incentve for further modeling and investgatons conductng in the company Alpha.
It should be noted that the model described in this paper is a homomorphic. This means that it is a simplifcaton of the real system, which is the material management in a manufacturing company and contains only the most important elements of the system. However, it can be used by other companies afer the appropriate convertng or expanding and adaptng to the conditons prevailing in them.
In fact, the process of modeling is only a small part (subsystem) of a much larger system, which consists of: real world feedback informaton, mental models, strategies, structures and decision rules and choices. Simulaton models of systems are developed by mental models of the partcipants and thanks to the informaton collected from the real world. Policies, structures and decision-making principles applied in the real world can be presented and tested in a virtual world. The results of those tests change mental models of partcipants and lead to the design of new strategies, structures and decision rules. New acton directons, which are introduced in real world thanks to virtual decisions and feedback informaton leads to new changes in mental models. Modeling is therefore not a one-off actvity, but it is stll repeated cycle of actvites between the virtual world and the real world.
References
- Baran, M. (2009). Zastosowanie metody Dynamiki Systemów w przedsiębiorstwie odzieżowym. In: W. Gonciarski, P. Zaskórski (Ed.) Wybrane koncepcje i metody zarządzania XXI wieku (pp. 239-250). Warszawa: Wydawnictwo Wojskowej Akademii Technicznej.
- Baran, M. (2010a). Rozwinięcie symulacyjnego modelu dostosowania zatrudnienia do potrzeb produkcyjnych przedsiębiorstwa Alfa w konwencji Dynamiki Systemów. Zeszyty Naukowe Politechniki Rzeszowskiej Marketng i Zarządzanie, 17 (4/2010), 9-16.
- Baran, M. (2010b). Diffusion of Innovaton in the Systems Thinking Approach. Management Business Innovaton, 6, 16-24. Retrieved from: htp://www.mbi.wsb-nlu.edu.pl/2_2010.pdf.
- Baran, M. (2010c). Dynamika związków pomiędzy podsystemami produkcji i zatrudnieniem. Przypadek przedsiębiorstwa ALFA. In: A. Nalepka, A. Ujwary-Gil (Eds.), Organizacje komercyjne i niekomercyjne wobec wzmożonej konkurencji oraz wzrastających wymagań konsumentów, Vol. 9 (pp. 117-131). Nowy Sącz: Wyższa Szkoła Biznesu – Natonal-Louis University.
- Bik, J. (1974). Gospodarka materiałowa w procesach produkcyjnych. Katowice: Polskie Towarzystwo Ekonomiczne.
- Coyle, R. G. (1977). Management System Dynamics. Chichester: John Wiley & Sons.
- Forrester, J. (1961). Industrial Dynamics. Cambridge: MIT Press.
- Forrester, J. (1969). Urban Dynamics. Cambridge: MIT Press.
- Forrester, J. (1971). World Dynamics. Waltham, MA: Pegasus Communicatons.
- Forrester, J. (1971). Principles of Systems. Cambridge: MIT Press.
- Kasperska, E. (2005). Dynamika Systemowa. Symulacja i Optymalizacja. Gliwice: Wydawnictwo Politechniki Śląskiej.
- Krupa, K. (2008). Modelowanie, symulacja i prognozowanie. Systemy ciągłe. Warszawa: Wydawnictwa Naukowo – Techniczne.
- Liwowski, B. (1997). Działalność podstawowa przedsiębiorstwa i jej wyspecjalizowane zakresy. In: J. Kortan (Ed.), Podstawy ekonomiki izarządzania przedsiębiorstwem, (pp. 255-267). Warszawa: Wydawnictwo C. H. Beck.
- Łatuszyńska, M. (2008). Symulacja komputerowa dynamiki systemów. Gorzów Wielkopolski: Wydawnictwo Państwowej Wyższej Szkoły Zawodowej.
- Łukaszewicz, R. (1975). Dynamika systemów zarządzania. Warszawa: PWN.
- Niemczyk, A. (2010). Zarządzanie magazynem. Poznań: Wyższa Szkoła Logistyki.
- Radosiński, E. (2001). Systemy informatyczne w dynamicznej analizie decyzji. Warszawa:PWN.
- Richardson, G. P. (Ed.). (1996a). Modeling for Management. Volume I. Simulaton In Support of Systems Thinking. Dartmouth: Publishing Company Limited.
- Richardson, G. P. (Ed.). (1996b). Modelling for Management. Volume II. Simulaton In Support of Systems Thinking. Dartmouth: Publishing Company Limited.
- Senge, P. M. (2006). Piąta dyscyplina. Teoria i praktyka organizacji uczących się. Kraków: Ofcyna Ekonomiczna Wolters Kluwer Polska.
- Skowronek, C. (1989). Gospodarka materiałowa w samodzielnym przedsiębiorstwie. Warszawa: PWE.
- Sołtysiński, B. (1963). Zaopatrzenie i gospodarka materiałowa w przedsiębiorstwie przemysłowym. Warszawa: PWE.
- Souček, Z. (1979). Modelowanie i Projektowanie Systemów Gospodarczych. Warszawa: PWE.
- Sterman, J. (2000). Business Dynamics: Systems Thinking and Modeling for a Complex World. Boston: Irwin McGraw-Hill.
- Śliwa, K. R. (1994). System Dynamics Model of Water Management in Puebla. Paper presented at Internatonal Conference on Modeling and Simulaton, Lugano, Switzerland.
- Śliwa, K. R., (2001). O Organizacjach Inteligentnych i rozwiązywaniu złożonych problemów zarządzania nimi. Warszawa: Ofcyna Wydawnicza WSM SIG.
- Śliwa, K. R., (2012). Languages in problem solving and modeling. In: A. Ujwary-Gil (Ed.), Contemporary Innovaton and Entrepreneurship Concepts, Journal of Entrepreneurship, Management and Innovaton, 8(4), 69-82.
- Tarajkowski, J. (Ed.). (2008). Elementy Dynamiki Systemów. Poznań: Wydawnictwo Akademii Ekonomicznej.
- Wąsik, B. (1983). Elementy dynamiki systemowej dla ekonomistów. Kraków: Wydawnictwo Akademia Ekonomicznej.